温度制度指的是沿锡槽长度方向的温度分布,用温度曲线表示。温度曲线是一条由几个温度测定值连成的折线。锡槽中温度的测量一般使用热电偶或红外测温元件。
温度制度的确定取决于所生产的玻璃成分、带厚及拉引速度,既要考虑锡槽的形状、尺寸和结构形式,又要与熔制作业和退火作业等方面的因素相适应。因此,温度制度的制定既要符合理论计算的要求,又要与生产实际相结合。各生产线可根据自身采取的成形工艺、加热方式、 生产的玻璃厚度、生产的吨位及自动化控制程度来制定适合自己的温度制度,进行温度控制。
温度制度与生产的玻璃厚度相适应,实际生产中,同样厚度玻璃的生产采用不同的生产工艺方法,其温度制度也不尽相同。现以薄玻璃为例说明玻璃成形的温度制度,拉薄采用的温度制度有两种,即低温拉薄法(重新加热法)温度制度和徐冷法温度制度。薄玻璃生产的温度制度薄玻璃指小于自然厚度的玻璃,其生产工艺方法有低温拉薄法(重新加热法)和徐冷拉薄法。
1 低温拉薄法的温度制度
低温拉薄法也称为重新加热法,是当温度为1050℃左右的玻璃液经过摊平区后,即进入强制冷却区,使其温度降至700℃左右,相应的黏度为 108Pa•s, 然后再把玻璃带重新加热到 850℃左右,其对应的黏度为106Pa•s, 此时,拉引速度增加,玻璃被拉薄,可获得维持相应宽度的较薄的玻璃带;最后徐冷至600℃左右离开锡槽。这种方法的特点是:纵向温度曲线是马鞍形,如图1所示。
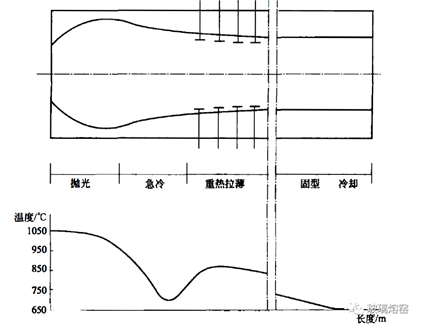
图1 低温拉薄法锡槽内纵向温度分布
玻璃带在急冷区冷却至软化温度以下,形成一个硬化的玻璃带区域,阻止拉薄区玻璃带中的拉力传递到抛光区,防止玻璃带的摆动,也保证了玻璃的抛光质量,并且容易拉薄。这种方法虽然对抛光过程有利,但由于玻璃带承受急冷急热的冲击,很难保证温度的均匀性。在拉薄过程中,这种温度的不均匀性造成玻璃带的不均匀收缩,反而会破坏已经抛光好的表面。此外,这种方法的最大缺点是这种方法电耗增加,用水量也增加,生产成本随之增加,使用设备多,操作不方便。按照这种温度制度生产玻璃,其收缩率达50%, 并且由于玻璃带受到了急冷和重新加热的冲击,玻璃带内存在应力,用激光仪观察存在干涉条纹。采用低温拉薄法生产玻璃的锡槽高温段较长。这种方法适宜于生产2mm厚度以下的浮法玻璃,可以有效地防止玻璃带的收缩。
2 徐冷拉薄法的温度制度
徐冷拉薄法又称正常降温拉薄法或一段拉薄法。徐冷法取消了急速冷却带和重新加热区,纵向温度曲线没有马鞍形,而是平缓地下降,如图2所示。这种方法的特点是:为了使纵向拉引力均匀地传递到抛光区,并减轻拉边机和其他器件对玻璃抛光区的影响,在抛光区后设立了徐冷区,温度由抛光区末段1000℃降至850℃以下,玻璃液的黏度大约为105.35dPa•s。这时黏度已经很大,由于表面张力的作用而产生的横向增厚力明显下降。在受拉力后,玻璃带容易伸展变薄。拉薄主要在此区进行,因此,称为主要拉薄区。在主要拉薄区设置拉边机,利用拉边机的节流作用,阻止拉力向抛光区传递。由于避免了热冲击,玻璃温度比较均匀,拉薄过程对表面质量没有明显的影响。现在国外浮法薄玻璃的质量几乎同厚玻璃相当,从激光检验的结果可以得到证明。我国浮法生产均采用徐冷拉薄温度制度。
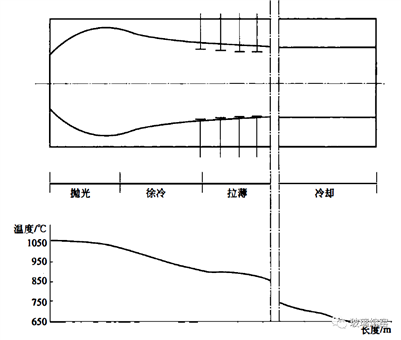
图2 徐冷拉薄法锡槽内纵向温度分布
3 总结
温度制度是锡槽成形作业基础,对玻璃液的摊平、抛光、冷却、固型都起着重要作用。对玻璃带的拉引速度、锡液的对流状态、玻璃的品种、规格及产量、质量等都有一定的影响。
玻璃工业网