平板显示基板玻璃具有熔化温度高、澄清、均化困难的特点,生产中采用电助熔加热为主、天然气全氧燃烧加热为辅的熔制方式,电助熔加热均匀,容易控制,可大幅提高玻璃熔化率,全氧燃烧火焰稳定,有利于玻璃的熔化和澄清。此外,合理的工艺参数设置是窑炉稳定运行的关键。
G/E为基板玻璃窑炉运行中的一项重要参数,其定义为窑炉运行过程中有效燃料能G与有效电能E之间的比值。合理的G/E参数的制定,对稳定窑炉工艺,降低窑炉侵蚀速度具有重要意义。在保证窑炉熔制温度及窑内料山状态稳定的情况下,基板玻璃窑炉G/E设定范围一般为0.65~0.95。
平板显示基板玻璃窑炉电助熔运行管理:基板玻璃窑炉运行过程中,由于电助熔系统中氧化锡电极材质与窑炉本体材质的差异性,导致电极侵蚀速率远高于窑炉本体砖材侵蚀速率。且侵蚀过程中,电极侵蚀越严重,其周围窑炉本体砖材侵蚀速率越大。故为降低电极及窑炉本体砖材侵蚀速率,需定期对电极在池壁砖内的嵌入位置进行调整。即随着侵蚀的形成,电极位置相对池壁砖后移,定期对电极进行推进作业,使电极端面与池壁砖在窑内的端面尽可能的保持齐平。
加料端池底温度相对较低,玻璃液对流强度低,侵蚀速率最小。热点附近玻璃液温度最高,液流对流剧烈,电极侵蚀速度最高。窑炉末端温度较热点附近低,同时液流对流强度较热点附近明显降低,电极侵蚀速率较热点附近有所下降。各对电极侵蚀速率变化趋势如图1所示。
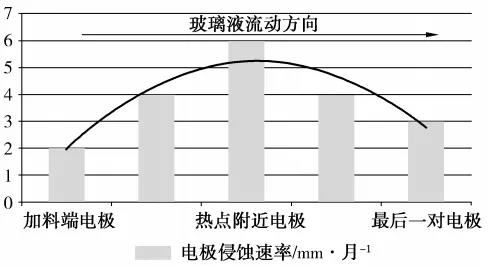
图1 各对电极侵蚀速率
综上,对于窑内远离加料端的电极,由于此处玻璃液成分均匀,温度受加料影响小,通过电助熔电力参数计算得出电极侵蚀量相对准确。而靠近加料端的电极,此处温度相对较低,对流强度相对较小,整个窑期侵蚀速率变化较小,可通过放料后窑炉电极侵蚀剩余量的测量,计算整个窑期电极的平均侵蚀速率经验值,设定每次推进时电极推进量。
基板玻璃窑炉电助熔系统及燃烧系统合理的运行参数设置,有利于工艺的稳定,运行管理中电助熔系统电极的定期、及时、准确推进,对稳定窑炉工艺、延长窑炉使用寿命具有积极作用。
玻璃工业网