过渡辊台作为浮法玻璃生产线的设备之一,是玻璃由可塑自由状态过渡为弹性冻结状态的关键阶段,直接影响玻璃的应力结构和表面性能,对玻璃的退火及产品质量非常重要。过渡辊子的表面质量最为关键,正常生产一定时间后过渡辊子表面会附着一层粘结物,容易擦伤玻璃下表面,从而影响产品质量,因此,玻璃生产线必须定期清洗维护过渡辊子,当在线清洗维护很难彻底,只有更换过渡辊子才能最终解决问题。明达玻璃(武汉)有限公司2009年投产就采用某公司生产的可在线换辊式新型过渡辊台,至今已两次在线成功快速更换过渡辊子,很好地满足高端玻璃生产的需求,稳定了产品质量,取得较好的经济效益。
作业前的准备:检查备用新辊子及擦锡装置相关的部分,更换前召开专题会议与各部门取得联系,着手更换前的准备工作。准备好工器具、备件、润滑脂,测量并记录更换前3根过渡辊标高。工艺要求:玻璃厚度10~12 mm,宽度3 300 mm或3 000 mm,适当提高锡槽出口温度,做好挑头子和砸头子准备。
拆除辊子:把另外2根过渡辊尽量提高,取出被换辊下的石墨条,然后把需更换辊子尽量降低,辊子离开玻璃面至少20~30 mm。整个拆除过程需每2 min手动盘车1次被拆除辊子,防止严重热变形,移开拆除辊。辊子拆除后用保温棉盖住辊台缺口。更换辊子时示意图(卷扬机式)见图1。
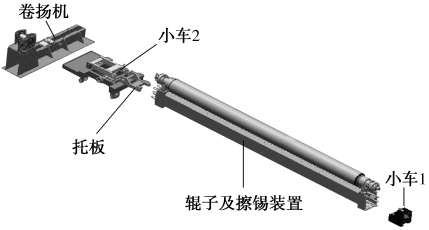
图1 更换辊子时示意图(卷扬机式)
安装辊子:减速前把完全组装好的备用辊移至安装位(北水套灌满水,玻璃布包裹。安装南面托板,北面小车),南2台叉车按照拆除时位置就位,葫芦、木板与叉牙按照拆除时方式连接。北面叉车就位后用钢丝绳连接辊子北面小车,辊台缺口保温棉拆除,2台南叉车配合把北面小车轮放入导向槽中,南1#叉车稍微提升辊子以不接触玻璃面为准,缓慢匀速直线前进推动辊子就位。并保证北面小车轮在导向槽中,同时南2#叉车在南侧面托底保护辊子推进,北3#叉车拉钢丝绳向前随动,防止意外,就位后立即安装万向轴螺栓,离合器马上连接,转动辊子,迅速安装辊子冷却水管气管,全部安装两侧保温盖板和保温棉,安装石墨条,恢复3辊标高和档帘高度,注意观察调整,转入正常生产。更换后辊子组合图见图2。
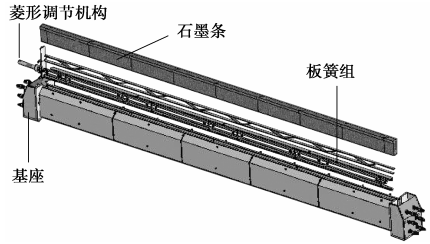
图2 更换后辊子组合图
在线更换过渡辊台对生产的影响:过渡辊更换前后产品缺陷在线检测均值(个/h)及产质量状况见表1,过渡辊更换前后各类缺陷数量变化趋势见图3。
表1 过渡辊更换前后产品缺陷在线检测均值(个/h)及质量状况
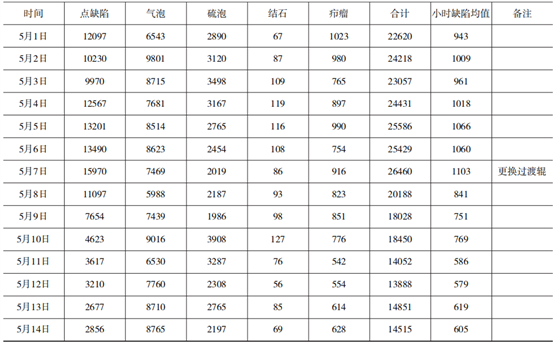
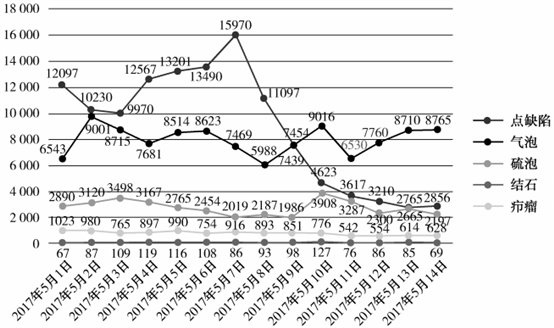
图3 过渡辊更换前后各类缺陷数量变化趋势
从表1、图3可以看出:过渡辊更换前后QC检测仪检测的常见五类缺陷中,点缺陷的变化最明显。点缺陷主要检测玻璃上下表面异物,包括:锡槽中低温区及退火窑A区产生的上表面掉落物、板底的沾灰、过度辊上常年粘结的硫酸盐、锡灰等物质粘在玻璃板底。因此使用到一定年限后更换过渡辊对此类缺陷消除有明显改善。
相对于过去老式停产换辊方法,2次在线更换过渡辊都非常成功,不需要降拉引量减产,更不需要砸头子,更换过渡辊十分安全、快捷,并能解决因过渡辊问题带来的玻璃缺陷,保证玻璃产量、质量,取得很好的经济效益。更换过程更加方便、灵活、可靠,值得在业内推广。
玻璃工业网